Unsere Prüfverfahren. Mit Sicherheit.
Geometrie
3D-Messung – optisch, taktil und per Laser
Komplexe Geometrien sind eine besondere Herausforderung in der Messtechnik. Um hier verlässlich Form- und Lagetoleranzen zu ermitteln, nutzen wir ein hochmodernes 3D-Koordinatenmessgerät. Mit Kamera, Taster und Lasertechnik greifen gleich drei Messsensoren auf das Werkstück zu. Dabei bieten wir eine Messgenauigkeit und eine Wiederholgenauigkeit im Mikrobereich. Um auf Nummer sicher zu gehen und den Einfluss von Temperaturschwankungen auf die Länge der Bauteile auszuschließen, steht das 3D-Messgerät in einem klimatisierten Raum bei konstanter Temperatur und Luftfeuchtigkeit.
Konturenmessung – bitte abtasten
Hält das Verbindungsstück, was es verspricht? Wenn es um die Bewertung von Höhen, Längen, Winkeln und Radien geht, prüfen wir die Werkstücke schnell und zuverlässig mit einem taktilen Konturenmessgerät. Und das mit einer Messgenauigkeit im Mikrobereich.
Härteprüfungen

Metalle
Für das normgerechte Ermitteln der Härte metallischer Verbindungselemente gehören Prüfverfahren nach Brinell, Vickers und Rockwell zu unserem Portfolio. Darüber hinaus prüft das Labor die Tiefe der Einsatzhärte unter anderem an Blechschrauben und gewindefurchenden Schrauben. Dank modernster Laborausstattung sind auch simultane Prüfungen möglich – denn sowohl im Schadensfall als auch bei der Produktentwicklung ist Schnelligkeit wichtig.
Normgerechte Härteprüfung Metall z.B. nach:
- DIN EN ISO 6506-1
- DIN EN ISO 6507-1
- DIN EN ISO 6508-1
- DIN EN ISO 2639
- DIN EN ISO 2702
- DIN 7500
Kunststoffe
In einem klimatisierten Raum, bei konstanter Temperatur und Luftfeuchtigkeit, werden Kunststoffe und Gummi auf ihre Härte überprüft. Wir bieten für Elastomere oder thermoplastische Elastomere je nach Härtebereich die normgerechten Prüfungen der Verfahren Shore A und Shore D an. Für kleinste Probenabmessungen steht uns die normgerechte Mikrohärteprüfung der IRHD (Verfahren M) zur Verfügung. Zudem ist es uns möglich, selbst Bauteile mit einer Mindestmaterialstärke von 0,5 mm mittels dem Verfahren Mikro Shore A zu testen.
Normgerechte Härteprüfung Kunststoff z. B. nach
- DIN ISO 7619-1
- DIN EN ISO 868
- DIN ISO 48
Oberflächen
Korrosionstest – wenn der Nebel salzig ist
Um die Widerstandsfähigkeit und Schutzwirkung von Beschichtungen zu testen, setzen wir die Prüfstücke einer Natriumchlorid-Lösung aus. Mit einem neutralen pH-Wert wirkt die Lösung in der 35 Grad warmen Salzsprühnebelkammer wie ein kontinuierlicher Angriff auf die Oberfläche. Die Prüfdauer kann dabei zwischen einigen Stunden bis hin zu mehreren 1.000 Stunden dauern – ganz so, wie es für die Anwendung der Verbindungstechnik gefragt ist. Im Anschluss lassen sich typische Merkmale wie Weißrost und Rotrost bewerten.
Neutraler Salzsprühnebeltest z.B. nach:
- DIN EN ISO 9227
Schichtdicke - Röntgenstrahlen entgeht nichts
Wie dick sind Beschichtung oder metallische Überzüge auf einer Oberfläche? Antwort auf diese Frage liefert die Schichtdickenmessung. Wir nutzen für die zerstörungsfreie Analyse ein Röntgenfluoreszenz-Messgerät und ermitteln zentrale Kenngrößen innerhalb von Sekunden. Dazu zählen die unterschiedlichen galvanischen Beschichtungen und die Elementzusammensetzung mehrschichtiger Überzüge.
Verschraubungen
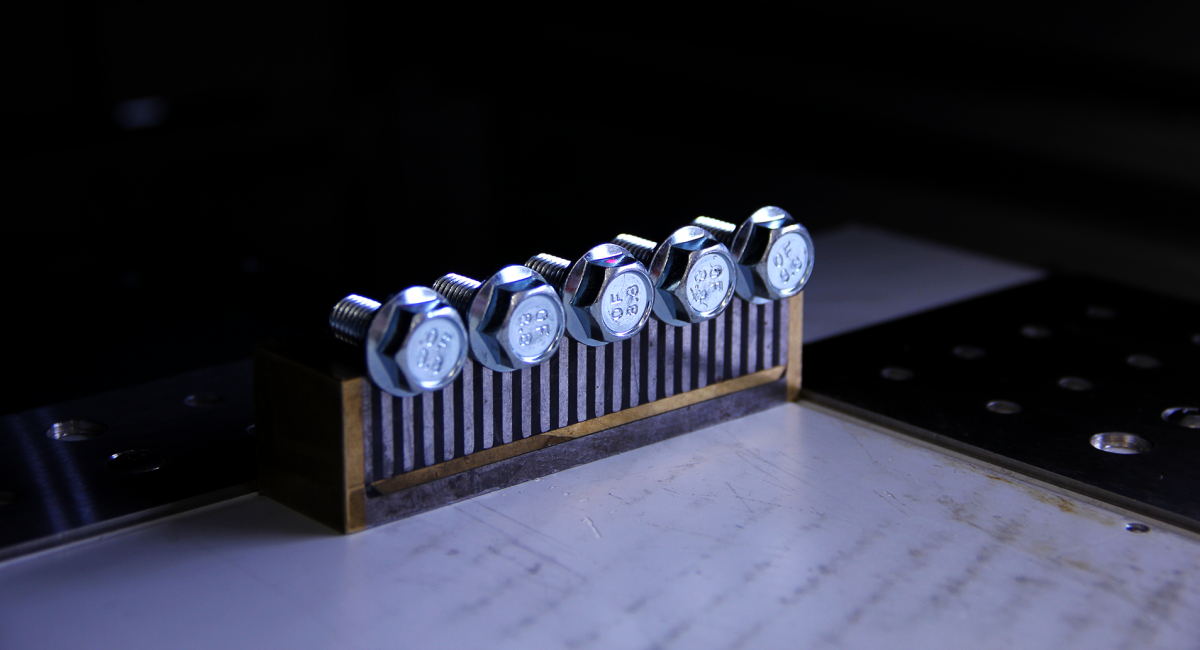
Reibwertprüfung - von ganz klein bis M80
Ohne Reibung ist keine vorgespannte Schraubenverbindung möglich. Gleichzeitig soll für eine einfache Montage und maximale Tragfähigkeit der Reibwert möglichst stabil sein.
Wir prüfen normgerecht Schrauben ab der Größe M5. Wenn es richtig groß wird, steigen wir auf die weltweit größte Reibwertprüfmaschine für Verbindungstechnik um.
Hier bekommen Schrauben bis zur Abmessung M80 mit einer Vorspannkraft von 5.000 kN bei einem Gesamtdrehmoment von bis zu 60.000 Nm den richtigen Dreh verpasst.
Normgerechte Reibwertermittlung nach:
- DIN EN ISO 16047
- DIN EN 14399
- VDA 235-203
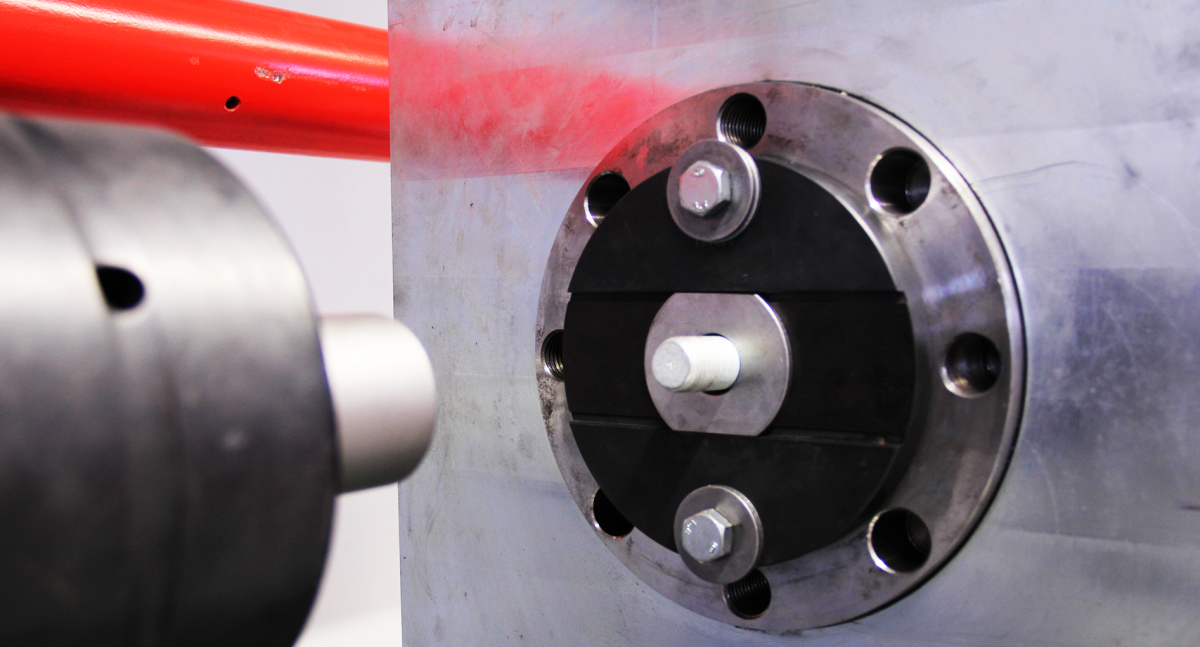
Torsionsprüfung - Testen von speziellen Schrauben
Zu unserer Ausstattung gehören zwei vertikale Drehmomentprüfstände. Damit ermitteln wir Drehmoment und Drehwinkel von Verbindungsteilen. Dazu zählen die funktionellen Eigenschaften von Schrauben hinsichtlich Bruchdreh-, Einschraub-, Furch- sowie Aufschraubmoment.
Wir führen Torsionsprüfungen mit bis zu 800 Umdrehungen / Minute, mit maximal 150 Nm durch.
Die Technik kommt zudem immer dann zum Einsatz, wenn das Verhalten von Verbindungselementen an konkreten Bauteilen unserer Kunden bewertet werden soll. Daher sind wir Partner der Wahl, wenn es um Anwendungsberatung und die gemeinsame Entwicklung neuer Produkte geht.
Normgerechte Reibwertermittlung nach:
- DIN 7500
- DIN 267-27
- DIN 267-28
Zugprüfung
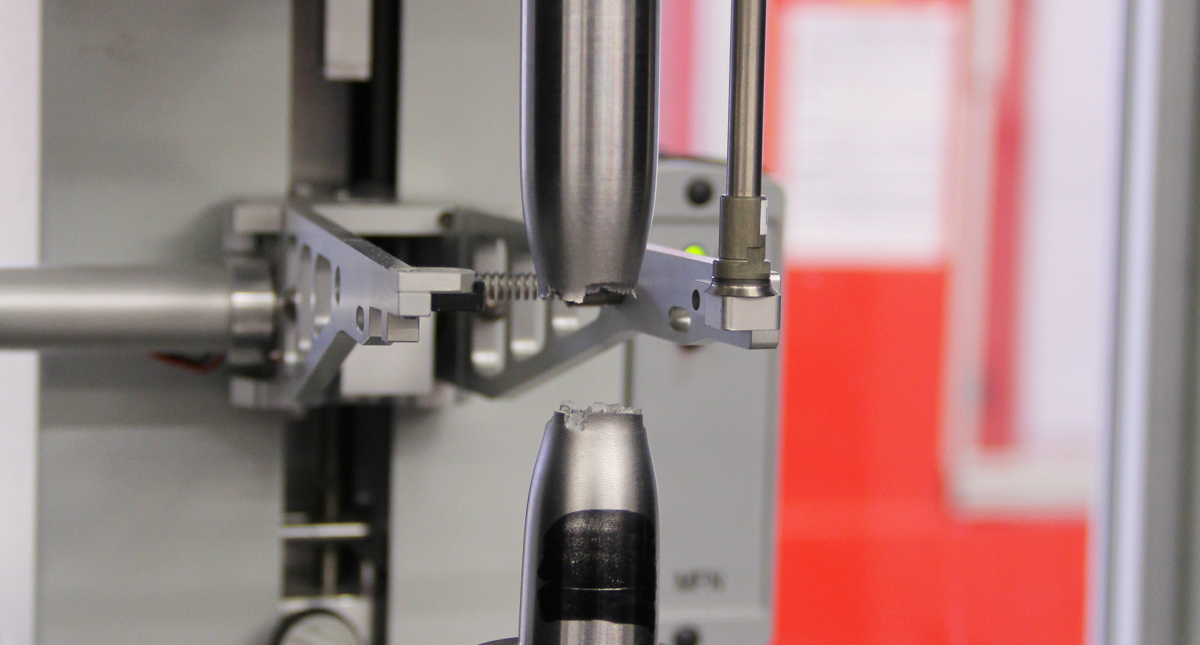
Zugversuch – auf Biegen und Brechen
Schrauben, Muttern und metallische Bauteile in Festigkeitsklassen einzuteilen, ist die Basis für eine gezielte und adäquate Anwendung. Um wichtige Kenngrößen wie z.B. die Zugfestigkeit und die Streckgrenze zu ermitteln, setzen wir Schrauben, Muttern und andere metallische Bauteile in unserer zweisäuligen Zugprüfmaschine Kräften bis zu 60 t aus. Dabei werden die Proben bis zum Bruch oder auf vorgegebene Prüfkraft belastet. Per Schrägzugversuch testen wir auch fertige Schrauben, bei dem der Übergangsradius zusätzlich beansprucht wird. Neben Schrauben bis M30 (8.8) und Muttern bis M33 (10) bieten wir auch Zugversuche an abgedrehten Proben an.
Normgerechte Zugversuche z.B. nach:
- DIN EN ISO 6892-1
- DIN EN ISO 898-1
- DIN EN ISO 898-2
Werkstoffkunde
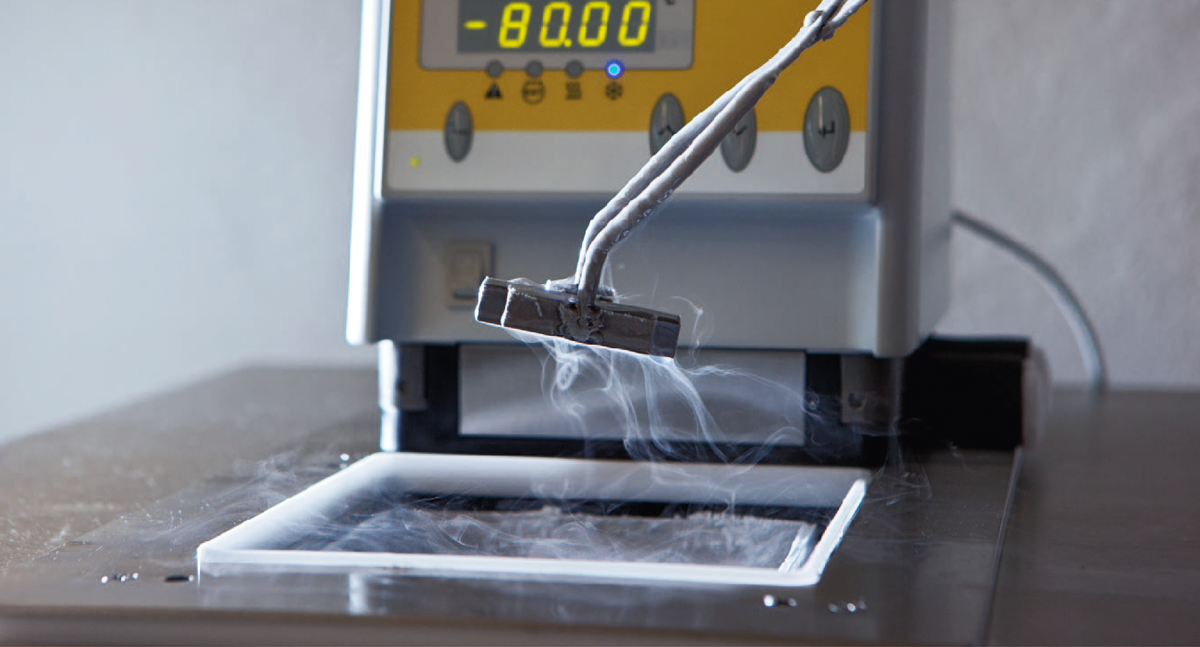
Kerbschlagbiegeversuch – der Hammer
Die Auswahl eines bestimmten Werkstoffs hängt auch von seinem Verformungsverhalten in unterschiedlichen Temperaturbereichen ab. Um die Zähigkeit eines metallischen Werkstoffs bei negativen Temperaturen bis -80 °C zu ermitteln, greifen wir auf den Kerbschlagbiegeversuch zurück. Dabei wird die Probe zunächst in einem separaten Kältethermostat auf die exakte Prüftemperatur gekühlt. In einem Pendelschlagwerk mit automatischem Pendelaufzug und automatischer Pendelbremse schlägt der Hammer dann mittig auf das eingekerbte Werkstück.
Normgerechter Kerbschlagbiegeversuch nach:
- DIN EN ISO 148-1
Materialanalyse – bis die Funken fliegen
Die elementare Zusammensetzung von Metallen prozentual zu ermitteln – darum geht es bei der Materialanalyse mit Spektraltechnik. In unserem Labor prüfen wir flexibel alle gängigen metallischen Materialien auf Eisen-, Aluminium- und Kupferbasis. Das dafür eingesetzte Vakuum-Funkenemissionsspektrometer funkt die Oberfläche der Probe ab und liefert ein klares Ergebnis der enthaltenen Elemente sowie deren Gewichtung.
Metallografie – der Blick tief ins Innere
Mittels Gefügeanalyse werden Oberflächenfehler sowie die Wärmebehandlung analysiert – auch im Schadensfall. In unserem Probenvorbereitungsraum stellen wir metallografische Schliffe her, um sie im nächsten Schritt auf ihre Bestandteile hin zu überprüfen. Dabei sind auf modernsten Mikroskopen Analysen der Anteile von beispielsweise Martensit oder Delta-Ferrit möglich. Zudem lassen sich Randentkohlung und -aufkohlung des Werkstücks ermitteln.
Zu diesem Thema finden Sie hier folgende Unterlagen zum Download:
![]() Broschüre Akkreditiertes Prüflabor
Broschüre Akkreditiertes Prüflabor
Weitere Unterlagen? Hier geht's Zum Download-Center.